Много раз алмаз пила лезвие сегмента в спекания появится несколько мерных отклонений, в чем причина?
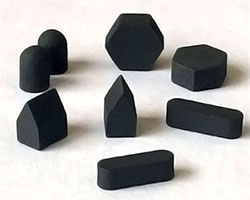
Процесс спекания сегмента лопастей алмазной пилы является очень важным процессом. Качество сегмента алмазов, напрямую влияющих на качество сегмента лопасти алмазной пилы.
Если толщина сегмента лезвия алмазной пилы, вызванная спекания неравномерно, высота неравномернои и другие размерные отклонения, вызовет сегмент лезвия алмазной пилы в сварке не соответствует, увеличит работу коррекции и переднего края, и даже вызвать алмазная пила лезвие сегмента конца лица и радиальный удар большой, серьезно влияющих на использование алмазной пилы лезвие сегмента эффект.
Проанализировав причины, влияющие на отклонение размера сегмента спекаенных алмазных пил, делается вывод, что термическая деформация каркаса и т.д. в процессе спекания является основной причиной отклонения размера толщины от спекания алмазпила сегмента лезвия. Отклонение толщины зуба является основной причиной отклонения высоты зуба, и меры по улучшению выдвигаются для решения проблемы спекания алмазной пилы сегмента отклонения размера.
.jpg)
Зная причину отклонения в размере сегмента лопастей алмазной пилы, следует ввести эти меры. Если вы хотите уменьшить отклонение толщины сегмента, нужно уменьшить общее количество тепловой деформации толщины сегмента, и есть два способа уменьшить общее количество тепловой деформации толщины сегмента: один заключается в сокращении количество тепловой деформации формы рамы, а другой заключается в увеличении количества тепловой деформации колодки и давления пластины.
Факторами, которые вызывают повышение температуры в модельной коробке, являются теплопровода, тепловое излучение и вихревое действие. Меры по снижению температуры, производимые формы кадра являются: 1, добавить тепловой щит между рамой формы и площадку пластины, может уменьшить повышение температуры, порожденных проводимости. 2, в верхнем и нижнем сегменте давления, внешняя сторона верхней и нижней панели каждый установить тепловой щит, может уменьшить форму кадра и теплового радиационного эффекта.
Выше о алмаз увидел лезвие нож sintering размер отклонения причин и влияние некоторых содержание, я надеюсь, чтобы помочь вам, если Есть проблемы в любое время, чтобы связаться с нами!
.jpg)


.jpg)