Большая часть подложки шлифовального круга CBN изготовлена из металла, и при шлифовании шлифовального круга CBN большая часть тепловой энергии будет передаваться в направлении шлифовального круга. Следовательно, в процессе шлифования тепловая энергия будет непрерывно передаваться на шлифовальный круг. Затем металлическая матрица начинает расширяться по мере накопления тепла.

Поскольку расстояние между каждой позицией шлифовального круга и точкой шлифования в центре источника тепла разное, степень расширения каждой позиции также разная, округлость шлифовального круга теряется, и может возникнуть "вибрация" "и другие проблемы!Кроме того, тепловое расширение также изменит первоначально установленное количество корма. Например, исходная заданная подача составляет 0,01 мм, после того, как подача при тепловом расширении может стать 0,03 мм, добиться точности размеров нелегко.
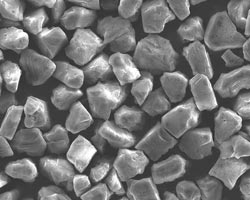
Как упоминалось ранее, абразив CBN является более твердым абразивом в целом, в сочетании с формой он также более острый, хотя сила резания хорошая, но если вы выберете тот же размер, что и обычный абразив, шероховатость шлифовальной поверхности станет слишком крупной ( близок к эффекту резки).
Следовательно, в приложении выбор зернистости CBN будет на 3-4 порядка мельче, чем у обычного шлифовального круга, например, общая зернистость шлифовального круга составляет 80 #, CBN выберет 140 # или 170 #.
Однако это увеличивает сложность подачи, поскольку подходящее количество подачи составляет примерно 1/10 диаметра абразивного зерна. Когда выбранный размер частиц мал, диаметр абразивного зерна также невелик, и диапазон подачи соответственно сужается.
Кроме того, связь шлифовального круга CBN прочнее, чем у обычного шлифовального круга, а эффект самозаточки медленный, что ухудшит эту ситуацию.
Чтобы избежать вышеуказанных проблем, многие операторы предпочитают «снизить скорость шлифовального круга», чтобы избежать ожогов и других проблем. Однако CBN имеет структуру микродробления, и слишком низкая скорость не способствует воспроизведению характеристик и преимуществ CBN, также снижает коэффициент измельчения и сокращает срок службы шлифовального круга.
Решения:
Замените металлический корпус колеса на другие материалы, которые не будут подвергаться тепловому расширению из-за температуры: например, керамика. Чтобы решить тепловое расширение металлической внутренней пластины, потеря округлости. Или вы можете выбрать новый тип специального связующего, содержащего большое количество пор: через роль пор, чтобы добиться эффекта рассеивания тепла. В то же время, поскольку площадь контакта уменьшается, снижается сопротивление шлифованию, а также снижается температура шлифования.


.jpg)